歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860







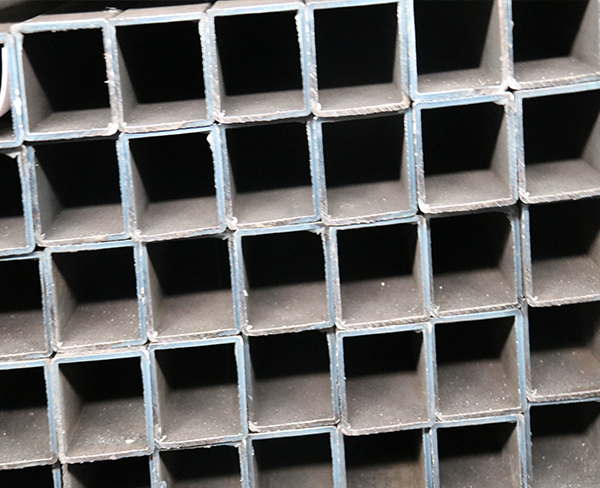
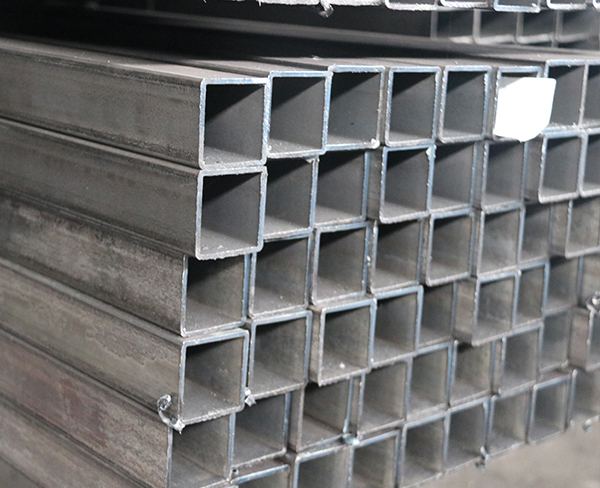
馬鞍山華科廠(chǎng)家小編介紹方管的切斷注意事項
1、切斷的位置,要配合施工圖及現場(chǎng)的狀況,用米尺或其它測定工具,畫(huà)出確定位置并標示切斷線(xiàn)。
2、切斷時(shí),請用虎1頭鉗等方管固定器具,確實(shí)固定后再行切割。
3、要切斷的地方,請用抹布或柔軟的布類(lèi)將方管表面的油、雜物或泥土完全擦拭干凈。
4、一定要選擇方管切斷。
5、方管的切斷面應保持真圓,切斷線(xiàn)應與方管軸心成直角。用力過(guò)猛是導致將方管切成扁平或橢圓的原因,故應以適當的力量切方管。
6、切斷面的鐵屑、毛邊應用銼刀或適當工具完全清除,以防鐵屑、毛邊在插入接頭另件時(shí)刮傷橡膠o型密封圈及其它附屬品。
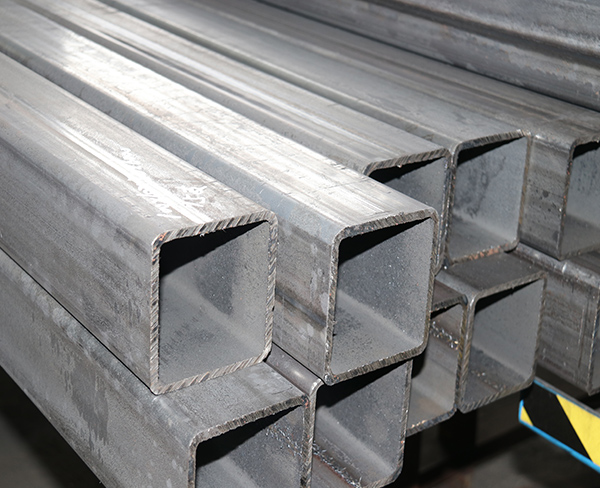

無(wú)縫方管的除銹效果:
1、無(wú)縫方管想要使除銹效果達到理想的效果,需要根據合金管表面的硬度,原始銹蝕程度,要求的表面粗糙度,涂層類(lèi)型等來(lái)選擇磨料,單層環(huán)氧,二層或者是三層聚乙烯涂層,要想達到理想的除銹效果,需要采用鋼砂和鋼丸的混合磨料。因為鋼丸有強化鋼表面的作用,鋼砂有刻蝕鋼表面的作用。
2、除銹等級,對于無(wú)縫方管常用的環(huán)氧類(lèi),乙烯類(lèi),酚醛類(lèi)等防腐涂料的施工工藝,一般要求的都是將合金管表面達到近白級,通過(guò)實(shí)踐得出的證明是,用這種除銹等級幾乎可以除掉所有的氧化皮,銹還有其他的污物充分的滿(mǎn)足了防腐層和合金管的附著(zhù)力要求,而噴射除銹工藝可以用較低的費用就可以穩定可靠的使質(zhì)量達到近白級的條件。
3、無(wú)縫方管在噴射處理之前,除去了合金管表面的油脂和積垢,還可以用加熱爐對管體預熱至40-60攝氏度,使合金管的表面保持干燥的狀態(tài),因為合金管表面是不含油脂等污垢的,這樣可以增強除銹的效果,另外,干燥的合金管表面也是有利于鋼丸,鋼砂和銹和氧化皮的分離的,這樣就會(huì )使才除銹后的合金管表面更加的潔凈。
4、無(wú)縫方管想要獲得較好的均勻清潔度和粗糙度的分布,磨料的粒徑和配比的設計是相當重要的,因為粗糙度太大是很容易造成防腐層在錨紋尖峰處變薄的,同時(shí)會(huì )因為錨紋太深,就容易在防腐的過(guò)程中形成氣泡,嚴重影響著(zhù)防腐層的性能。
焊接鋼管:也叫焊管,是用鋼板或鋼帶經(jīng)過(guò)彎曲成型,然后經(jīng)焊接制成。按焊縫形式分為直縫焊管和螺旋焊管。按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線(xiàn)套管、公制焊管、托輥管、深井泵管、汽車(chē)用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。
一般焊管:一般焊管用來(lái)輸送低壓流體。用Q195A、Q215A、Q235A鋼制造 。采用易于焊接的其它軟鋼制造。鋼管要通鋼管和加厚鋼焊管的規格用公稱(chēng)口管進(jìn)行水壓、彎曲、壓扁等實(shí)驗,對表面質(zhì)量有一定要求,通常交貨長(cháng)度為4-10m實(shí)際不同,焊管按規定壁厚有普兩種,鋼管按螺紋和不帶螺紋兩種。


掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com